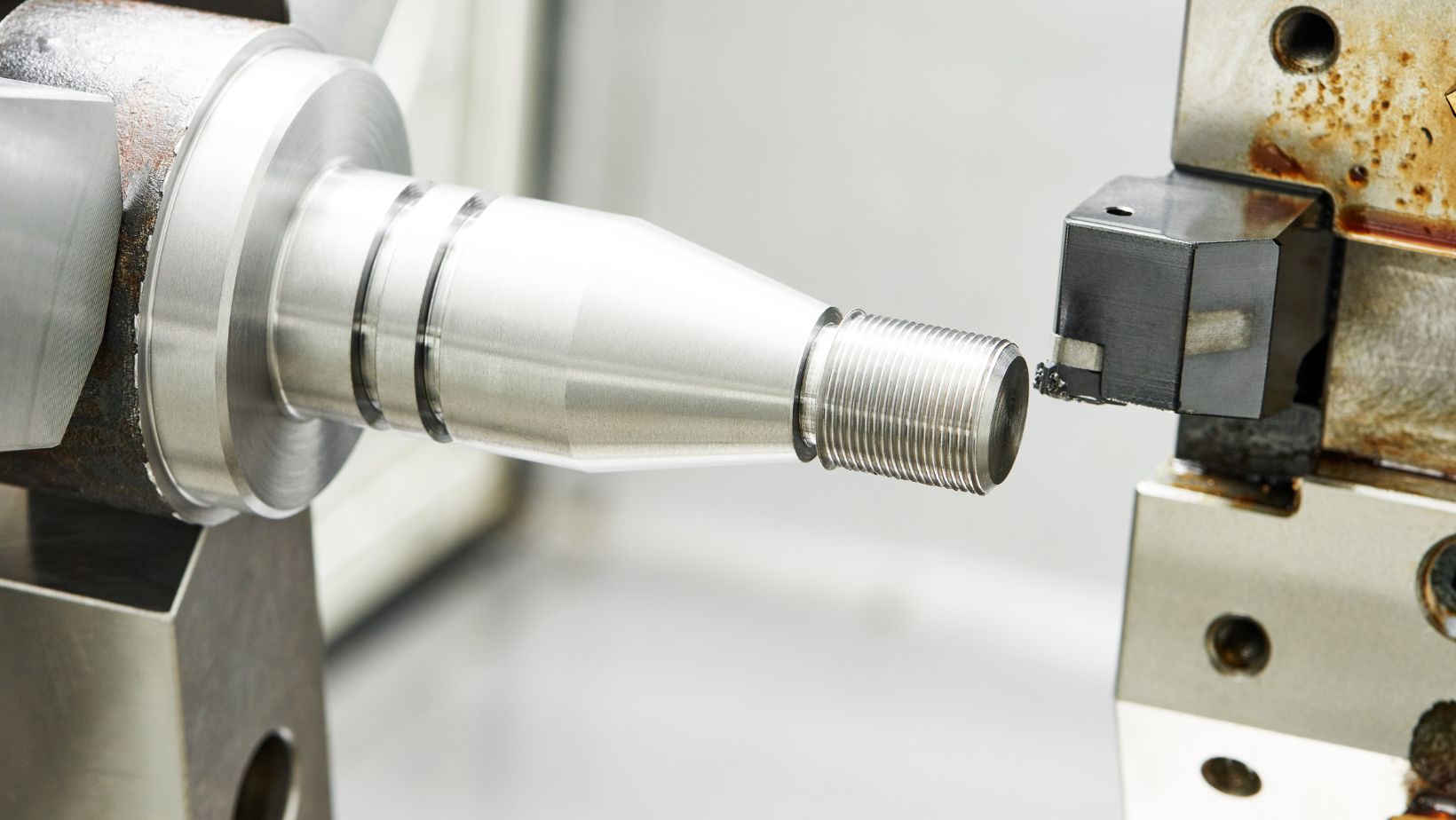
Thread-turning is a key aspect of precision machining, and turning services that produce high-quality threads rely on several factors, from the right tool selection to optimal cutting conditions. One critical element that can significantly enhance thread-turning performance is the effective use of coolant. By minimizing heat and reducing friction, coolant helps extend tool life, improve surface finish, and maintain thread accuracy. In this article, we’ll explore how coolant can improve thread-turning results and why it’s essential for machining professionals offering turning services to incorporate this practice.
Improve Process Stability
Achieving stability and efficiency in thread-turning operations requires the effective use of coolant, which can address common issues such as chip evacuation and dimensional accuracy. Two key methods for applying coolant—over coolant and under coolant—play important roles in improving thread-turning performance.
Over Coolant: Over coolant is particularly effective for improving chip evacuation and surface quality. Helping to clear chips more efficiently prevents defects that can result from chip accumulation, leading to smoother surfaces and more consistent results.
Under Coolant: Under coolant is beneficial for resolving dimensional inaccuracies caused by excessive insert temperatures. Keeping the cutting tools cooler helps maintain dimensional precision, reducing the likelihood of irregularities in the final product.
In summary, coolants play a critical role in enhancing thread-turning operations. By improving chip removal and controlling temperatures, they boost both process stability and efficiency, ensuring smoother and more accurate production.
Provision of Good Surface Finish
To achieve the perfect surface finish in machining parts use of coolants is mandatory. But how do coolants do this?

The surface finish is compromised because of the micro-movements of the cutting tool. Coolants reduce these micromovements; take the example of Coro Thread 266. This coolant has a proprietary iLock interface between the holder and the insert. The purpose of this iLock interface is to prevent micromovements caused by cutting forces. The use of this precision coolant makes the process more accurate, precise, and consistent, which automatically leads to a perfect surface finish.
Maintenance of Temperature Under Pressure
During the thread-turning performance, the accumulation of thermal stress is an evident phenomenon. Thermal stress causes deformity of the workpiece materials. Moreover, the friction between the cutting tool and the workpiece causes an increase in pressure. Both increased temperature and pressure negatively impact the thread-turning process.
Coolants provide the necessary lubrication between the machining parts. This lubrication reduces the friction and consequently the thermal stress and pressure. In thread turning operations just like all other machining operations maintenance of adequate temperature and pressure is important. For this purpose the quality of coolant also plays a very important role, The selected coolant must be able to dissipate heat appropriately and evenly.
The primary zone is the area that produces most of the heat in the machining process. Approximately 60 percent of the total heat of the machining process is dissipated in the primary zone. The coolants only affect the primary zone area. Therefore causing a reduction in the maximum heat generation during machining process.
Better Chip Control
The most important role of coolants is smooth chip evacuation during the machining process. Chip evacuation is a mandatory process in thread-turning operations. Better chip evacuation improves the quality of turning services. During turning operations, there is continuous chip formation. The reason is the tight contact zone between the chips and the cutting tool. The stress level is also very high, as mentioned before,
Poor chip evacuation also comprises the surface quality of the workpiece. In such cases, the application of internal coolant not only improves chip evacuation but also causes a reduction in the process temperature. Good absorption of coolants by the chips during the turning operations prevents them from welding onto the cutting tool. There are two ways to achieve good absorption. The first one is physical absorption, and the other one is through chemical reaction. Flooding is the most effective physical method for inserting coolant in such situations. It jets the coolant in such a way that it reaches even the deep thread edges.